

Tel: +86 17310763143
E-mail: sales@nmgymjx.com
Website: www.nmgymjx.com
Address:The intersection of G242 and 311 roads, Langshan town, Linhe district, Inner Mongolia, China.
This article covers some problems that may arise with bucket elevators and provides possible solutions. Bucket elevators lift bulk materials from one height to another. They are used in powders, granules, granules, flake products and bulk materials. When they are properly designed for tasks, they work well and are used as designed.
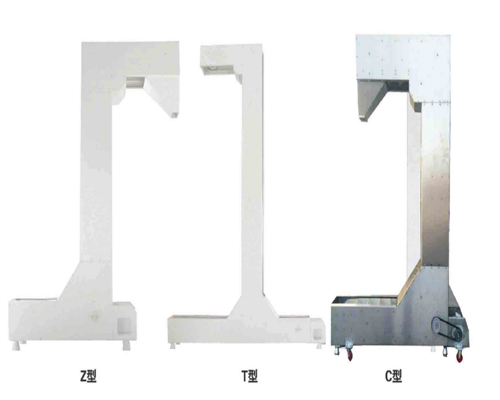
The bucket is bolted to the belt and driven by the pulley. The frame and housing surround the belt, bucket and product, and the bucket scoops up the material that is fed into the elevator base or luggage. At the top it is thrown from the chute to the exit, adjustable screws move one of the pulleys to provide belt tensioning and tracking functions, and the inspection doors at the top and bottom can observe the belt while performing tracking adjustment.
1. Drive pulley
The drive pulley may be a top pulley or a bottom pulley. The motor and gear box are driven by the top pulley, there is no product spillage and dust. The belt tension need only be sufficient to provide sufficient friction between the belt and the pulley to lift the material.
Belt tracking and maintenance requires an entrance platform for the top drive of the elevator. Using the bottom pulley drive, maintenance is simple, but the belt tension is doubled to provide the same drive friction. This increases the load on all moving parts. If the bottom drive wheel is coated with product coating or the belt is stretched, the belt will slip. The top pulley drive has fewer operating problems.
2. The importance of cleanliness
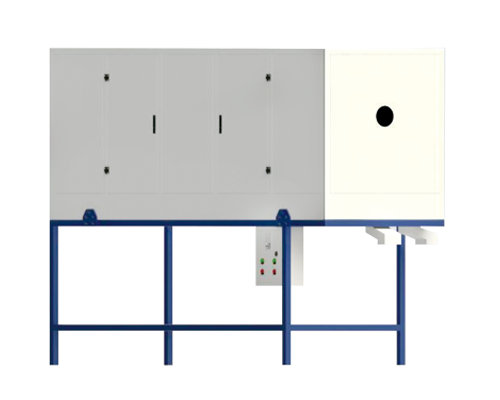
When the bucket elevator is used for multiple products, the operator needs to quickly clean it. Flange and bolt access doors are well sealed, but disassembly is slow, and threads may be skinned due to dust. Another option for harmless materials is to use the door shown in Figure 2.
The bottom pulley should be designed for self-cleaning, and no product is allowed to accumulate between the belt and the pulley. One method is to use a round bar to create a grizzly design. Sticking rubber to the drive wheels will increase drive friction. Cut the rubber joint at a 45-degree angle to the pulley shaft so that the joint gradually enters the friction area of the pulley.
3. Belt speed
The speed of the belt must be sufficient to throw material out of the bucket and into the discharge chute. The speed is too slow, the material slides from the overturned bucket over the top pulley, and then falls back to the bottom of the elevator. The speed was too fast, the material was thrown too fast, hit the top of the elevator, and then fell back to the bottom. This formula can be used to determine the correct belt speed and material throw.
4. Shaft seal
The pulley bearing is installed on the bracket outside the elevator casing to prevent leakage of the shaft seal. The design of the shaft seal should prevent leakage.
5. Feed trough
By feeding the product through the chute under gravity or by a forced method (such as a power feed screw) into the elevator protection device, the angle of the feed chute and its cross section must be large enough to prevent the product from being stuck or accumulated Unblocked access is essential. Similarly, the angle, size and design of the discharge chute must allow free flow of products.
6. Boost
Pressurization usually occurs inside the elevator casing because the blades drag air from the top to the bottom. When the feed speed into the elevator shroud is less than the disassembly speed of the bucket, the air flow will pass through the filling part and flow upward with the filled bucket. Dust rises inside the elevator, and the internal air pressure forces the dust to discharge through the opening and the gasket. The problem with powder or dusty products is more serious.
7. Deal with dust
If it is important to reduce the amount of dust, the boots should be kept in a suffocating state, and do not let the elevator fall into the mud. Increasing the boot's feed speed slightly above the bucket removal speed can cause clogging. For such a feed device, a back detection device must also be installed to periodically stop the feed until the guidance is cleared. Another method successfully used for powdered products is to feed the product from the bottom of the elevator. In this way, the product filled with the protective cover moves with the bucket, and both the product and the bucket isolate the bottom of the protective cover from the airflow.
8. Mud detection
It is very important to quickly detect and stop the bucket elevator that fell into the mud. When this point is ignored, the belt stops, but the drive continues to run. If it is not detected, the rubber on the drive wheel will come off and the belt will eventually wear out. To detect the fall, a proximity detector is installed to confirm whether the non-drive shaft is rotating, the fixed shaft will sound an alarm, and stop the elevator and the paper feed system .
The above is the use experience of the bucket elevator and the solutions to common problems that I have shared with you. I hope that through the above sharing, I can help you. Thank you for your attention and support. See you next time!


De-impurity

Delivery of the wind for raw material

Dmс-160 type pulsed jet cloth filter

Grading screen

Polisher

De-stoner
Unbroken elevator

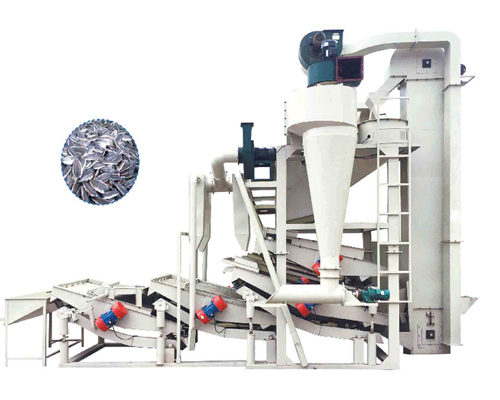
KTF4-3000 Sunflower seed hulling & separating machine
Ident cylinder sunflower seed cleaning machine

Product introduction of cyclone dust separator
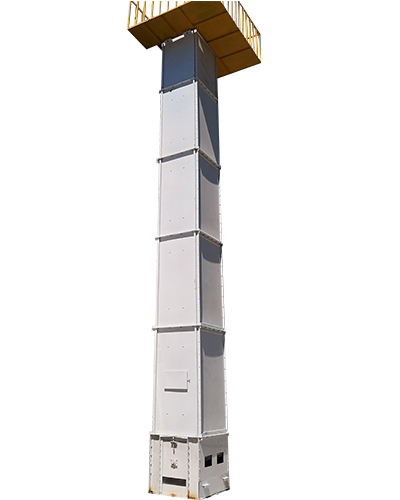
Vertical hoist

Gravity separator

5XF-2000 type compound screening machine

KTF3-1200 Sunflower seed hulling & separating machine
KTF4-2800型葵花脱壳分选机
巴彦淖尔市永明机械制造有限公司
Yongming Machinery Manufacturing Co., Ltd.
Honesty molded brand service a bright future
| Service Hotline: 400-0478-123 | |
Sale Line: +86 17310763143 | |
E-mail: sales@nmgymjx.com | |
Address: The intersection of G242 and 311 roads, Langshan town, Linhe district, Inner Mongolia, China. | |
| Website: www.nmgymjx.com |

Scan and follow us

